
ક્યારેસ્પ્રુ મટિરિયલપ્લાસ્ટિક ઇન્જેક્શન મોલ્ડિંગ દ્વારા ઉત્પાદિત એક વાર ગરમ કરવામાં આવે છે, તે પ્લાસ્ટિસાઇઝેશનને કારણે ભૌતિક નુકસાન પહોંચાડશે. સામાન્ય તાપમાનથી ઊંચા તાપમાને ગરમ કરવાથી, ઇન્જેક્શન મોલ્ડિંગ, સ્પ્રુ સામગ્રી ઉચ્ચ તાપમાનથી સામાન્ય તાપમાને પાછી આવે છે. ભૌતિક ગુણધર્મો બદલાવા લાગે છે. સામાન્ય રીતે કહીએ તો, એક પ્લાસ્ટિસાઇઝેશન પછી ભૌતિક ગુણધર્મોને સંપૂર્ણ 100% વિનાશ સુધી પહોંચવામાં 2-3 કલાક લાગશે. તાત્કાલિક ક્રશિંગ અને રિસાયક્લિંગ સાધનો એ છે કે પ્લાસ્ટિક સ્પ્રુ સામગ્રીને ઊંચા તાપમાને બહાર કાઢવી અને તરત જ તેને મશીનમાં નાખીને પાવડરને ક્રશ કરવા, પરિવહન કરવા અને ચાળણી કરવી, અને ચોક્કસ ગુણોત્તરમાં 30 સેકન્ડની અંદર તેનો ઉપયોગ કરવો.
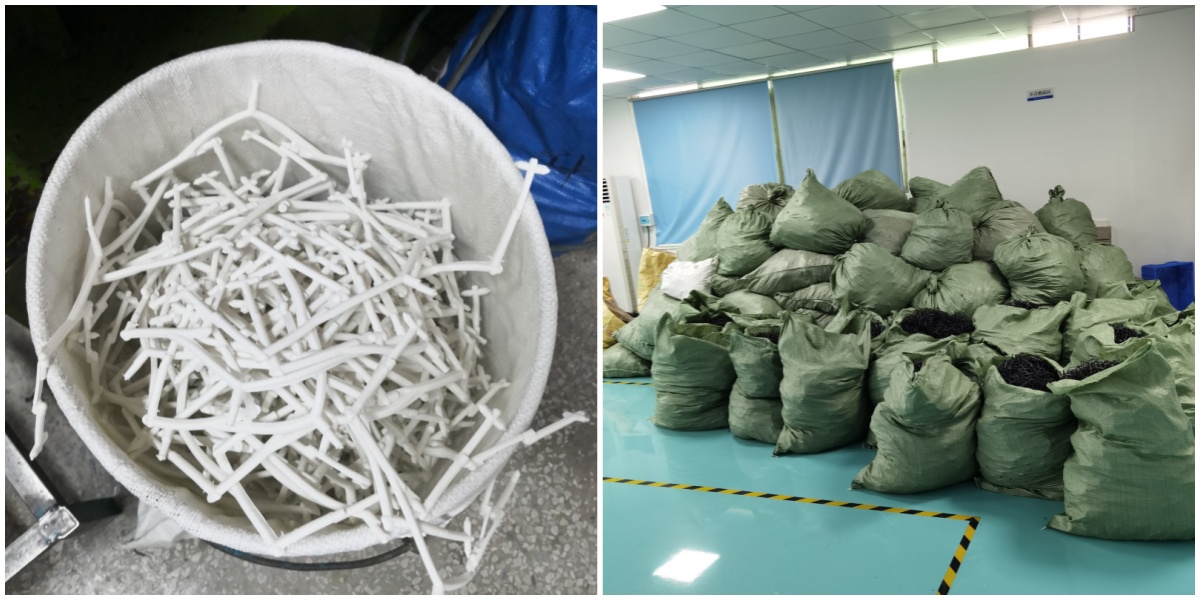
પ્લાસ્ટિક સ્પ્રુ મટિરિયલ્સની લાક્ષણિકતાઓ
આજના યુગમાં, વ્યવસાયિક સ્પર્ધા તીવ્ર છે. અસરકારક સંચાલન અને નિયમિત ઉચ્ચ-નફાકારક નફો એ દરેક વ્યવસાય માલિક દ્વારા અનુસરવામાં આવતા ધ્યેયો છે. અને "ખર્ચ ઘટાડવો અને ગુણવત્તામાં સુધારો કરવો" એ ટકાઉ કામગીરી પ્રાપ્ત કરવાનો એકમાત્ર રસ્તો છે. પ્લાસ્ટિક ઉત્પાદન ઉદ્યોગમાં સૌથી મોટો ખર્ચ બોજ પ્લાસ્ટિક સામગ્રીની લાંબા ગાળાની ખરીદી છે. ધારી લો કે દરેક વ્યક્તિ એક જ ભાવે ખરીદી કરે છે, તો પછી તેના સીમાંત લાભોને કેવી રીતે મહત્તમ બનાવવો તે ખર્ચ ઘટાડી શકે છે અને સ્પર્ધાત્મકતામાં સુધારો કરી શકે છે. દરેક વ્યક્તિ આ જાણે છે. પ્રશ્ન એ છે કે તે કેવી રીતે કરવું?
સરળ શબ્દોમાં કહીએ તો:પ્લાસ્ટિક ઉત્પાદન પ્રક્રિયામાં, તે ખામીયુક્ત દર ઘટાડી શકે છે, ઉત્પાદન વધારી શકે છે, ખામીયુક્ત ઉત્પાદનોની ગુણવત્તાને અસર કર્યા વિના અસરકારક રીતે રિસાયકલ કરી શકે છે, અને ઓછા કાર્બન, પર્યાવરણીય સંરક્ષણ અને ઊર્જા બચત પ્રાપ્ત કરી શકે છે, અને આ કામગીરી આપમેળે પૂર્ણ થઈ શકે છે, પછી આદર્શ બની શકે છે.
સ્પ્રુ મટિરિયલના ઉત્પાદનમાં ચાર લાક્ષણિકતાઓ છે:નિયમિતતા, નિશ્ચિતતા, સમય અને પરિમાણ.
જ્યારે તે ઉત્પન્ન થાય છે, ત્યારે તે સામાન્ય રીતે સ્વચ્છ અને સૂકું હોવું જોઈએ; તે પ્રદૂષિત નથી અને ભેજને શોષી શકતું નથી, તેથી તેમાં તાત્કાલિક રિસાયક્લિંગ માટેની શરતો છે, એટલે કે, થર્મોપ્લાસ્ટિક પ્લાસ્ટિક સ્પ્રુ સામગ્રીનું તાત્કાલિક રિસાયક્લિંગ અસ્તિત્વમાં આવ્યું.
1. પ્લાસ્ટિક સ્પ્રુ મટિરિયલ્સના તાત્કાલિક રિસાયક્લિંગની લાક્ષણિકતાઓ
૧.૧. સ્પ્રુ મટિરિયલ્સના તાત્કાલિક રિસાયક્લિંગ માટે ચાર તત્વો
૧) સ્વચ્છ:દૂષિત વસ્તુઓને તાત્કાલિક રિસાયકલ કરી શકાતી નથી. સામાન્ય રીતે કહીએ તો, જ્યારે સ્પ્રુ મટિરિયલ ઉત્પન્ન થાય છે, ત્યારે તેને તાત્કાલિક રિસાયક્લિંગમાં મૂકવું સૌથી સ્વચ્છ છે.
૨) સૂકવણી:જ્યારે સ્પ્રુ સામગ્રી બહાર કાઢવામાં આવે છે, ત્યારે તેને તરત જ ગરમ અને સૂકા થવા માટે રિકવરીમાં મૂકવામાં આવે છે.
૩) સ્થિર ગુણોત્તર:
સ્પ્રુ મટિરિયલ 100% રિસાયકલ કરવામાં આવે છે અને એક પછી એક તેમાં નાખવામાં આવે છે. અલબત્ત, દરેક મોલ્ડનું પ્રમાણ સમાન હોય છે.
જો ૫૦% સ્પ્રુ મટિરિયલ રિસાયકલ કરવામાં આવે, તો સ્પ્રુ મટિરિયલ તરત જ કચડી નાખવામાં આવશે. ઓટોમેટિક રિકવરી ડિવાઇસમાં નિયમન માટે સિલેક્ટર વાલ્વ હોય છે.
૪) ચાળણીનો પાવડર:જ્યારે ઝીણી ધૂળ ઉચ્ચ-તાપમાન સ્ક્રૂમાં પ્રવેશે છે, ત્યારે તે બળી જશે અને કાર્બનાઇઝ્ડ થઈ જશે, જે ભૌતિક ગુણધર્મો, રંગ અને ચળકાટને અસર કરશે, તેથી તેને સ્ક્રીનીંગ કરવું આવશ્યક છે.
૧.૨. પ્લાસ્ટિક સ્પ્રુ મટિરિયલ્સના તાત્કાલિક ક્રશિંગ અને રિસાયક્લિંગ માટે ફ્લો ચાર્ટ:કાપણી અને રિસાયક્લિંગ
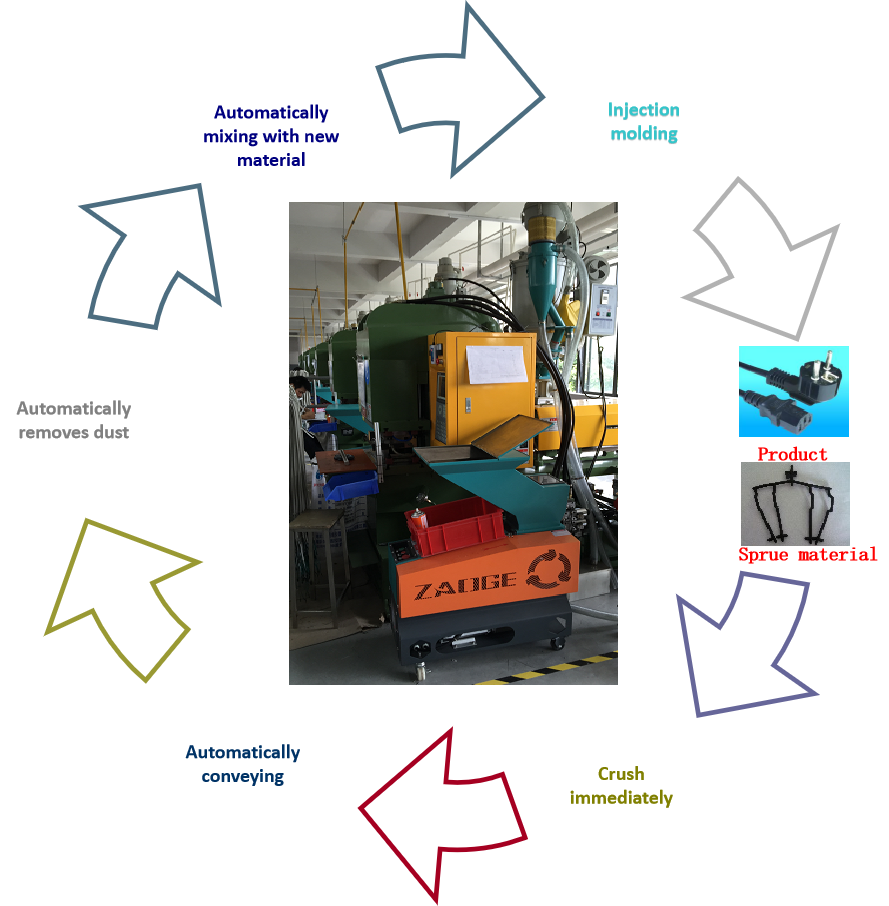
પ્લાસ્ટિક સ્પ્રુ મટિરિયલને તરત જ 30 સેકન્ડની અંદર કચડી નાખવામાં આવે છે અને રિસાયકલ કરવામાં આવે છે, જેથી સ્પ્રુ મટિરિયલ ઓક્સિડેશન અને ભેજ (હવામાં પાણીની વરાળનું શોષણ) દ્વારા પ્રદૂષિત ન થાય, જેના કારણે પ્લાસ્ટિકના ભૌતિક ગુણધર્મો - મજબૂતાઈ, તાણ, રંગ અને ચળકાટ - ને નુકસાન થશે, આમ મોલ્ડેડ ઉત્પાદનની ગુણવત્તામાં સુધારો થશે. ગુણવત્તા; આ આનું મુખ્ય મૂલ્ય છે “તાત્કાલિક રિસાયક્લિંગ માટેના સાધનો". અને તે પ્લાસ્ટિક, શ્રમ, વ્યવસ્થાપન, વેરહાઉસિંગ અને ખરીદી સામગ્રીનો કચરો અને નુકસાન ઘટાડી શકે છે. ટકાઉ વ્યવસાયિક કામગીરી સુનિશ્ચિત કરવા માટે ખર્ચ ઘટાડવો અને ગુણવત્તામાં સુધારો કરવો.
ZAOGE પ્લાસ્ટિક ક્રશરપ્લાસ્ટિક ઇનિક્શન મોલ્ડિંગ અને એક્સટ્રુઝન ઉદ્યોગ, બ્લોમોલ્ડર, થર્મોફોર્મર માટે.
પોસ્ટ સમય: મે-05-2024







